Change Country
-or-

Many organizations use Acceptance Sampling as a method of quality control for both inspection of bought-in products, and for inspection of their own manufactured products, prior to despatch. There are two types of data that arise in these circumstances, namely; variables data from product characteristics that are checked with a measuring instrument (balances, micrometers, etc.), and attributes data that are the outcome of pass/fail assessments on visually identified defects. There are two types of sampling standards to facilitate the selection of sample sizes for each of these two data types; a standard for inspection by variables, such as ANSI/ASQ Z 1.9, and a standard for inspection by attributes, such as ANSI/ASQ Z 1.4.
It is common practice for inspectors to select sampling plans from the standard for inspection by attributes (such as ANSI/ASQ Z 1.4) when inspecting measured characteristics (variables), instead of using the standard for inspection by variables (such as ANSI/ASQ Z 1.9). This practice is very wasteful of time and effort. For the same degree of protection (confidence in the outcome), the sample size for inspection by variables will be at least halved compared to the corresponding sample size for inspection by attributes, and may be just one tenth of the sample size for attributes or even lower, depending on circumstances.
There are two main types of schemes for inspection by variables; in the ANSI/ASQ Z 1.9 standard these are referred to as the Variability Unknown, and the Variability Known methods. The Variability Unknown method is typically applied at commencement of inspection. The Variability Known method can be used after several batches have been inspected, appropriate circumstances apply, and sufficient data has been accrued to calculate the “Historical Standard Deviation”.
The advantages of using the standard for inspection by variables, instead of the standard for inspection by attributes, when measured characteristics (variables) are being assessed, are clearly demonstrated in Table 1. Consider the case where the lot size is, say, 10,000 parts, and code letter N applies, and suppose we are inspecting measured characteristics such as length, diameter, etc., on the parts. We have the choice of treating the measured characteristics as attributes (pass/fail against specification limits) in which case the sample size will be 500. Or, we can treat the data as variables, in which case the sample size will be reduced to 150; if we have managed to establish the Historical Standard Deviation, the sample size can be as small as 44!!
Why do people use the standard for inspection by attributes when they have the option of using the standard for inspection by variables, with consequent greatly reduced sample sizes? There are probably a number of reasons. I believe that in many cases inspectors are unaware of the standard for inspection by variables and the advantages in terms of reduced sample size that apply when it is used.
Some statistics have to be calculated when using the standard for inspection by variables (there is no requirement to calculate statistics when using the standard for inspection by attributes). This may be sufficient to deter some users. However, this should not be regarded as a reason not to use the variables standard. Many people when measuring the product characteristics will record the data, prior to converting to attributes, and the statistics can be readily calculated, for example, in Excel software.
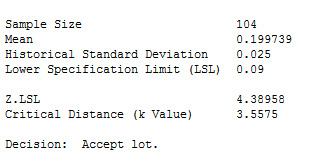
Minitab statistical software, now widely used in most manufacturing plants, has an excellent module for Acceptance Sampling, and the software can be used instead of the sampling standards, such as ANSI/ASQ Z 1.9, for inspection by variables. The measured characteristics data can be entered into the software, the statistics are calculated, and the software will produce a declaration as to whether the lot should be accepted or not accepted. An example of the output from such a test in Minitab is shown in Table 2. The k value mentioned in the table is predetermined using Minitab.
Attend the SQT training course “Acceptance Sampling (including AQL selection)” and learn how to correctly select sample sizes for inspection by variables.
Table 1
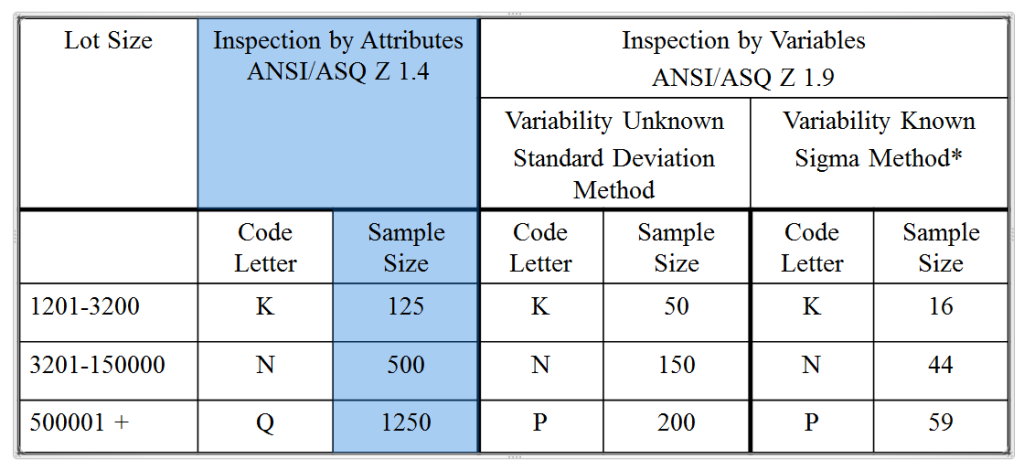
Note: Table 1 is extracted from the manual for the SQT training course “Acceptance Sampling (including AQL selection)”.
Table 2
Submitted by our Continual Process Improvement tutor, Albert Plant

View full details of our Acceptance Sampling training courses here
Sign up to receive the latest industry and company news direct to your inbox.